







Верстат для виробництва сталевих труб ERW273x12.7; ZTFIV; ZTZG
Опис
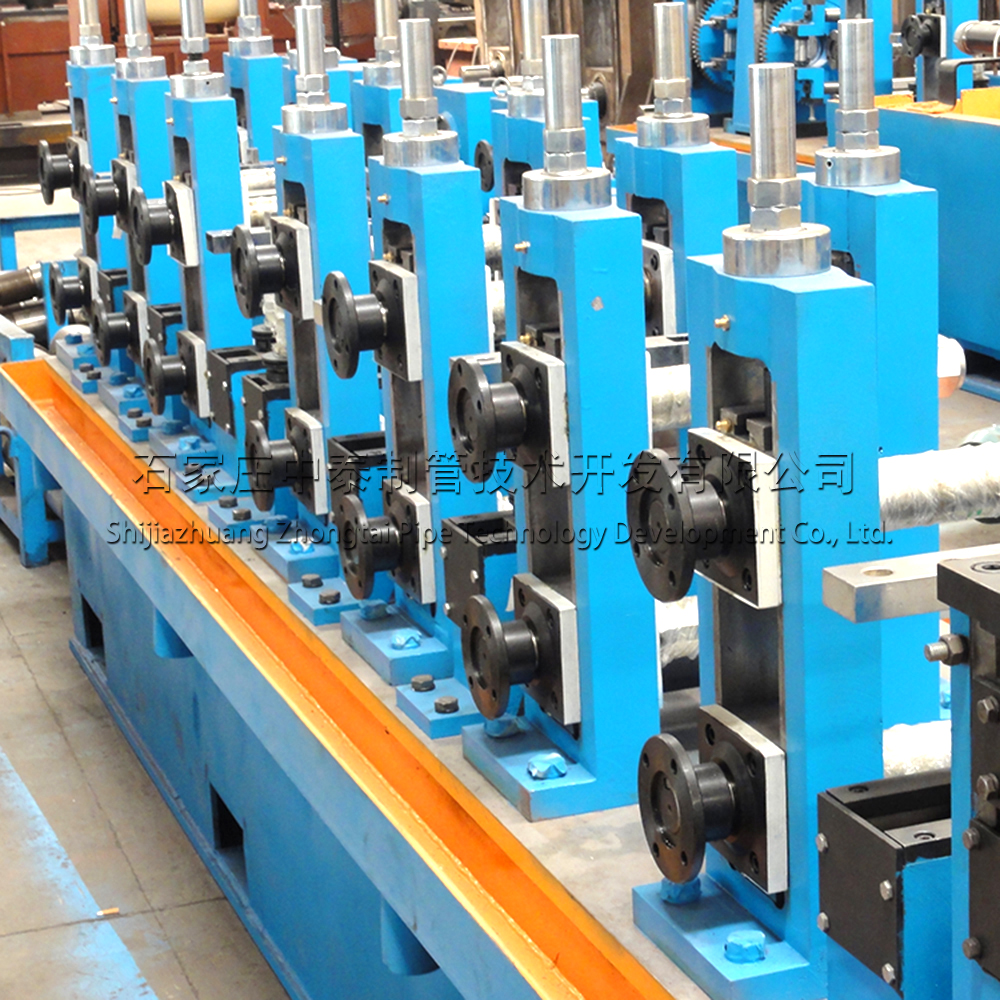
Трубний стан ERW також називають лінією виробництва високочастотних поздовжніх зварних труб. Придатними матеріалами є гарячекатані або холоднокатані рулони смуг, такі як звичайна вуглецева сталь та високоміцна сталь тощо.
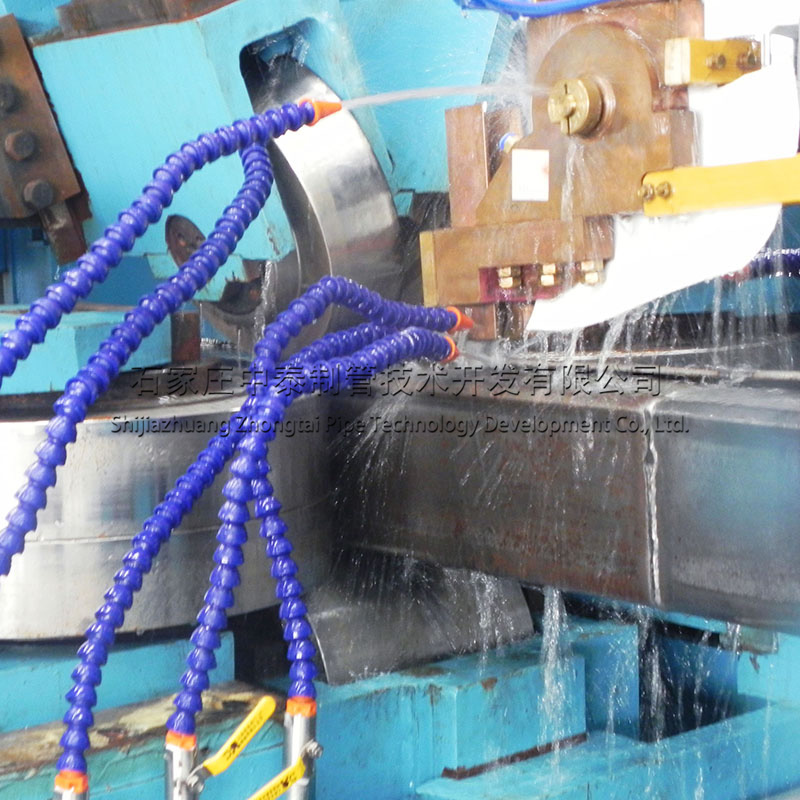
Сталева стрічка розмотується розмотувачем, а потім, пройшовши через машину для стикового зварювання зсувом, потрапляє до акумулятора. Сталева стрічка екструдується роликами та розділяється на дві частини: розривну секцію та секцію дрібного проходу. Після високочастотного індукційного зварювання та калібрування виходить труба потрібної довжини, відрізається летючою пилкою, а потім штабелюється та упаковується. Ця виробнича лінія являє собою комплексну виробничу лінію для безперервного зварювання сталевих стрічок у труби.в основному складається з розмотувач, ножиця та торцевий зварювальник, акумулятор, формувальна та калібрувальна машина, ВЧ-зварювальний апарат, летюча пила, штабелювально-пакувальна машина.
Якщо є спеціальні цілі або вимоги до сталевих труб, необхідно додати випробувальне обладнання, таке як гідравлічна випробувальна машина, машина середньочастотного відпалу, ультразвукова дефектоскопічна машина тощо.

Лінія для виробництва високочастотних зварних труб в основному використовується для безперервного виробництва прямошовних зварних труб. Вона використовує високочастотне індукційне зварювання, яке дозволяє виготовляти не тільки круглі труби, але й відповідні квадратні труби та труби спеціальної форми. Машина для високочастотного зварювання труб в основному використовується для виробництва різноманітних чавунних труб, будівельних труб, конструкційних труб, водопровідних труб, нафтопроводів, труб API тощо.
Tтехнічний потік
Прокручування вгору→Розмотування→Зсув та зварювання→Спіральний акумулятор→Формування→ВЧ-індукційне зварювання→Видалення зовнішніх задирок→Охолодження→Розмір→Летаюча пила→Стіл для виїзду→Перевірка→Упаковка→Склад
Fпроцес формування
| Кругла труба | Процес холодного прокату | Гарна конструкція ролика |
| Процес формування ZTF | Зекономте щонайменше 60% вартості ролика завдяки електричному регулюванню керування Читати далі | |
| Квадратна та прямокутна труба | Загальний процес перетворення на квадрат | Стабільний процес формування |
| Круглий-to-квадрат з головою турка | Гарна якість труб | |
| Процес безпосередньогоквадратний-to-квадрат(DSS) | OОдин набір роликів може виготовляти всі види труб з електричним керуванням та автоматичним регулюванням Читати далі |
Основна технічна інформація про виробничу лінію зварних труб
| Продукт та врожайність | Кругла труба | 114мм-273Товщина мм:3.0мм-10.0mm |
| Квадратна та прямокутна труба | 90 мм×90 мм -210мм×210Товщина мм:3.0мм-8.0mm | |
| Довжина | 6m-12 м Допуск довжини: ±3 мм | |
| Швидкість виробництва | 20-45м/хв | |
| Виробнича потужність | 40,000 тонн/рік | |
| Споживання | Встановлена потужність млина | 350 кВт |
| Площа лінії | 120м (довжина) ×10м (ширина) | |
| Працівник | 6-8 працівників | |
| Сировина | Матеріал | Рулон з вуглецевої сталі Q235B (ASTM GR)·D,σс. 230) |
| Ширина | 280мм-69Товщина 0 мм:2.0мм-8.0mm | |
| Ідентифікатор котушки | 570-640 мм | |
| Зовнішній діаметр котушки | Макс1800 мм | |
| Вага котушки | 15,0 т |
Перевага
Переваги обладнання:
При виробництві круглих труб можна використовувати техніку формування ZTF
При виробництві квадратних та прямокутних труб можна використовувати техніку прямокутного з'єднання (DSS)
Продукція: труби для архітектурних конструкцій, труби для рідин низького тиску, труби для вугільних ременів передач, труби для карданних валів, труби для огорожі, труби для фундаменту веж, сталеві труби для автомобільних балок та інші вироби.
Більше продуктів



| Лінія трубопровідного стану ERW | |||||
| Модель | Rкругла труба mm | Квадраттруба mm | Товщина mm | Робоча швидкість м/хв | |
| ERW20 | Ф8-Ф20 | 6x6-15×15 | 0,3-1,5 | 120 | Читати далі |
| ERW32 | Ф10-Ф32 | 10×10-25×25 | 0,5-2,0 | 120 | |
| ERW50 | Ф20-Ф50 | 15×15-40×40 | 0,8-3,0 | 120 | |
| ERW76 | Ф32-Ф76 | 25×25-60×60 | 1,2-4,0 | 120 | |
| ERW89 | Ф42-Ф89 | 35×35-70×70 | 1,5-4,5 | 110 | |
| ERW114 | Ф48-Ф114 | 40×40-90×90 | 1,5-4,5 | 65 | |
| ERW140 | Ф60-Ф140 | 50×50-110×110 | 2.0-5.0 | 60 | |
| ERW165 | Ф76-Ф165 | 60×60-130×130 | 2.0-6.0 | 50 | |
| ERW219 | Ф89-Ф219 | 70×70-170×170 | 2.0-8.0 | 50 | |
| ВПВ273 | Ф114-Ф273 | 90×90-210×210 | 3.0-10.0 | 45 | |
| ERW325 | Ф140-Ф325 | 110×110-250×250 | 4.0-12.7 | 40 | |
| ERW377 | Ф165-Ф377 | 130×130-280×280 | 4.0-14.0 | 35 | |
| ERW406 | Ф219-Ф406 | 170×170-330×330 | 6.0-16.0 | 30 | |
| ERW508 | Ф273-Ф508 | 210×210-400×400 | 6.0-18.0 | 25 | Читати далі |
| ERW660 | Ф325-Ф660 | 250×250-500×500 | 6,0-20,0 | 20 | Читати далі |
| ERW720 | Ф355-Ф720 | 300×300-600×600 | 6.0-22.0 | 20 | Читати далі |
| ВИРОБНИЧА ЛІНІЯ ТРУБ З НЕРЖАВІЮЧОЇ СТАЛІ | |||||
| Модель | Rкругла труба mm | Квадраттруба mm | Товщина mm | Робоча швидкість м/хв | |
| SS25 | Ф6-Ф25 | 5×5-20×20 | 0,2-0,8 | 10 | Читати далі |
| СС32 | Ф6-Ф32 | 5×5-25×25 | 0,2-1,0 | 10 | Читати далі |
| СС51 | Ф9-Ф51 | 7×7-40×40 | 0,2-1,5 | 10 | Читати далі |
| СС64 | Ф12-Ф64 | 10×10-50×50 | 0,3-2,0 | 10 | Читати далі |
| СС76 | Ф25-Ф76 | 20×20-60×60 | 0,3-2,0 | 10 | Читати далі |
| СС114 | Ф38-Ф114 | 30×30-90×90 | 0,4-2,5 | 10 | Читати далі |
| СС168 | Ф76-Ф168 | 60×60-130×130 | 1,0-3,5 | 10 | Читати далі |
| СС219 | Ф114-Ф219 | 90×90-170×170 | 1,0-4,0 | 10 | Читати далі |
| СС325 | Ф219-Ф325 | 170×170-250×250 | 2.0-8.0 | 3 | Читати далі |
| СС426 | Ф219-Ф426 | 170×170-330×330 | 3.0-10.0 | 3 | Читати далі |
| СС508 | Ф273-Ф508 | 210×210-400×400 | 4.0-12.0 | 3 | Читати далі |
| СС862 | Ф508-Ф862 | 400×400-600×600 | 6.0-16.0 | 2 | Читати далі |
Пов'язаніПРОДУКТИ
-

Трубний млин φ165×8 Транспортування нафти та газу ...
-

Машина для виробництва сталевих труб φ377×16 ;ZTFIV;ZTZG
-

Трубний стан φ720×22 Транспортування нафти та газу ...
-

Трубний стан φ273×10 Транспортування нафти та газу ...
-

Верстат для сталевих труб ERW325x14; ZTFIV; ZTZG
-

Трубний млин φ355×12,7 Транспортування нафти та газу...




