








Система швидкої зміни трубчастого млина ERW
Спеціалізується на лінії виробництва труб
Більше 23 років...
Використовується для швидкої заміни роликів. Заздалегідь встановіть ролик наступної сталевої труби, яку потрібно виготовити, на швидкозмінний вал. Коли потрібно змінити специфікацію сталевої труби, механізм швидкої заміни стійки виштовхне вал із використовуваною специфікацією ролика, і швидкозмінний вал, встановлений з новим роликом, можна запустити у виробництво, щоб досягти ефекту швидкої зміни специфікації сталевої труби.
Система швидкої зміни
Лінія використовує систему швидкої зміни для формувальної та калібрувальної секцій. Опорні вали можна попередньо зібрати з відповідними роликами. Під час перемикання використовується коронка для завантаження вала на виробничі кліті, встановлення кріпильного болта та з'єднання з трансмісійним валом (трансмісійний вал сконструйований як швидкознімний, що не вимагає встановлення гвинта фланцевої пластини). Для легкого демонтажу валу використовується гідравлічна система. Така система швидкої зміни була випробувана в багатьох сценаріях і довела свою ефективність у вирішенні проблеми зворотного потоку води та одночасного очищення від окалини та пилу під час роботи.
Ми тут, щоб допомогти вам досягти успіху

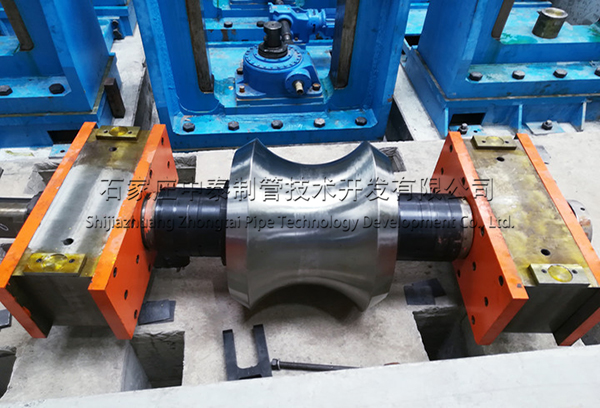
Система швидкої зміни валів горизонтального опорного ролика
Під час заміни роликів витягніть бічну частину всього валового блоку, підніміть валовий блок з першою специфікацією ролика з транспортного візка за допомогою коронки та відкладіть його вбік, підніміть валовий блок, встановлений з другою специфікацією ролика, помістіть його на транспортний візок, а потім засуньте вал назад до рами. Це скорочує час заміни роликів для всього стану з ~6 годин до ≤2 годин.

Пристрій для зняття гідравлічного вала трансмісії
Трансмісійний вал сконструйований як швидкознімний, що не вимагає демонтажу гвинта фланцевої пластини. Демонтаж валу здійснюється за допомогою гідравлічної системи для зручності роботи. Період заміни ролика за допомогою системи швидкої заміни: приблизно 8 годин (зазвичай без системи швидкої заміни потрібно 1,5-2 дні).

Швидкозмінний вал
Коли потрібно змінити специфікацію труби, попередньо завантажте нову специфікацію, і швидкозмінний вал, встановлений з новим роликом, може бути запущений у виробництво, щоб досягти ефекту швидкої зміни специфікації сталевої труби.Якщо оснащено додатковим наборомвали, приблизний період заміни ролика становить <2 години.
Інформація про продукт
| Компонент лінії виробництва сталевих труб | Розмотувач Зварювальний апарат для ножиць та торцевого зварювання Акумулятор Формувальна та калібрувальна машина ВЧ-зварювальний апарат Летаюча пила Машина для штабелювання та пакування |
| Компонент обладнання | Прецизійний формувальний валовий агрегат Блок вала для направляючих роликів шва Валовий агрегат екструзійних валків Вальцевий валовий агрегат для полірування валків Тяговий валовий агрегат рами Верстат для вирівнювання калібрів Валовий агрегат |
| Матеріал | Високоміцна сталь, низьковуглецева сталь, гідралізована сталь тощо |
| Ширина смугової сталі | 320 мм - 2400 мм |
| Товщина смугової сталі | Макс. 22 мм |
| Рулонна стрічкова сталева котушка | Внутрішній діаметр: Φ 610-760 мм Зовнішній діаметр: Φ 1300-2300 мм Вага: Макс.=8-30 т |
| Кругла труба | Φ114-Φ720 мм |
| Товщина | 1,2-22,0 мм |
| Квадратна та прямокутна труба | 80x80мм-600x600мм |
| Товщина | 1,2-22,0 мм |
| Довжина | 4-16 м |
| Швидкість формування | 20-80 м/хв (Увага: максимальний діаметр труби не відповідає максимальній швидкості) |
| Напрямок годування | Ліве живлення (або праве живлення), вибір замовника |
| Встановлена електрична потужність | 400 кВт-2500 кВт |
| Розмір виробничої лінії | 78 м (довжина) × 6 м (ширина) -400 м (довжина) × 40 м (ширина) |
| Колір машин | Синій або індивідуальний |
| Річний обсяг виробництва | 8-30 Т |
Висока автоматизація
Одне ключове регулювання серводвигуна.
Низькі втрати
Низький рівень відходів одиниці продукції та низька собівартість продукції.
Висока точність
Похибка діаметра становить лише 0,5/100 від зовнішнього діаметра труби.
Застосування машини для виготовлення труб
Ми можемо спроектувати та виготовити машину для виготовлення труб відповідно до вимог замовника.



Все, що потрібно для створення лінії виробництва сталевих труб
Наш сертифікат

Наша компанія
Компанія Shijiazhuang Zhongtai Pipe Technology Development Co., Ltd. була заснована у 2000 році та розташована в Шицзячжуані, столиці провінції Хебей. Завод займає площу 67 000 квадратних метрів. Наша основна продукція включає виробничу лінію високочастотних прямих зварних труб, виробничу лінію холоднокатаної сталі, багатофункціональну виробничу лінію холоднокатаних сталевих/зварних труб, виробничу лінію поздовжнього різання, трубопрокатний стан з нержавіючої сталі, різне допоміжне обладнання та ролики для трубопрокатних станів тощо.

Готовий до нового
Бізнес-пригода?
Зв'яжіться зараз!
| Лінія трубопровідного стану ERW | |||||
| Модель | Rкругла труба mm | Квадраттруба mm | Товщина mm | Робоча швидкість м/хв | |
| ERW20 | Ф8-Ф20 | 6x6-15×15 | 0,3-1,5 | 120 | Читати далі |
| ERW32 | Ф10-Ф32 | 10×10-25×25 | 0,5-2,0 | 120 | |
| ERW50 | Ф20-Ф50 | 15×15-40×40 | 0,8-3,0 | 120 | |
| ERW76 | Ф32-Ф76 | 25×25-60×60 | 1,2-4,0 | 120 | |
| ERW89 | Ф42-Ф89 | 35×35-70×70 | 1,5-4,5 | 110 | |
| ERW114 | Ф48-Ф114 | 40×40-90×90 | 1,5-4,5 | 65 | |
| ERW140 | Ф60-Ф140 | 50×50-110×110 | 2.0-5.0 | 60 | |
| ERW165 | Ф76-Ф165 | 60×60-130×130 | 2.0-6.0 | 50 | |
| ERW219 | Ф89-Ф219 | 70×70-170×170 | 2.0-8.0 | 50 | |
| ВПВ273 | Ф114-Ф273 | 90×90-210×210 | 3.0-10.0 | 45 | |
| ERW325 | Ф140-Ф325 | 110×110-250×250 | 4.0-12.7 | 40 | |
| ERW377 | Ф165-Ф377 | 130×130-280×280 | 4.0-14.0 | 35 | |
| ERW406 | Ф219-Ф406 | 170×170-330×330 | 6.0-16.0 | 30 | |
| ERW508 | Ф273-Ф508 | 210×210-400×400 | 6.0-18.0 | 25 | Читати далі |
| ERW660 | Ф325-Ф660 | 250×250-500×500 | 6,0-20,0 | 20 | Читати далі |
| ERW720 | Ф355-Ф720 | 300×300-600×600 | 6.0-22.0 | 20 | Читати далі |
| ВИРОБНИЧА ЛІНІЯ ТРУБ З НЕРЖАВІЮЧОЇ СТАЛІ | |||||
| Модель | Rкругла труба mm | Квадраттруба mm | Товщина mm | Робоча швидкість м/хв | |
| SS25 | Ф6-Ф25 | 5×5-20×20 | 0,2-0,8 | 10 | Читати далі |
| СС32 | Ф6-Ф32 | 5×5-25×25 | 0,2-1,0 | 10 | Читати далі |
| СС51 | Ф9-Ф51 | 7×7-40×40 | 0,2-1,5 | 10 | Читати далі |
| СС64 | Ф12-Ф64 | 10×10-50×50 | 0,3-2,0 | 10 | Читати далі |
| СС76 | Ф25-Ф76 | 20×20-60×60 | 0,3-2,0 | 10 | Читати далі |
| СС114 | Ф38-Ф114 | 30×30-90×90 | 0,4-2,5 | 10 | Читати далі |
| СС168 | Ф76-Ф168 | 60×60-130×130 | 1,0-3,5 | 10 | Читати далі |
| СС219 | Ф114-Ф219 | 90×90-170×170 | 1,0-4,0 | 10 | Читати далі |
| СС325 | Ф219-Ф325 | 170×170-250×250 | 2.0-8.0 | 3 | Читати далі |
| СС426 | Ф219-Ф426 | 170×170-330×330 | 3.0-10.0 | 3 | Читати далі |
| СС508 | Ф273-Ф508 | 210×210-400×400 | 4.0-12.0 | 3 | Читати далі |
| СС862 | Ф508-Ф862 | 400×400-600×600 | 6.0-16.0 | 2 | Читати далі |






